Сварка металла При сварке края соединяемых деталей расплавляют и при добавлении расплавленного металла (сварочного флюса) соединяют друг с другом. Сварка — это одно из прочнейших соединений. Эти соединения, как и паяные соединения, водо- и воздухонепроницаемы. Наиболее часто сварку применяют для стальных изделий. Необходимую температуру для сварки создают с помощью электрического тока или горящего газа. Электро- или дуговой сварке легче научиться, чем автогенной или газовой. Существующее сварочное оборудование можно использовать не только для автогенной сварки, но и для пайки, газокислородной резки, для нагревания, гибки, рихтовки и отжига металла, в то время как электросварочное оборудование можно использовать только для сварки.
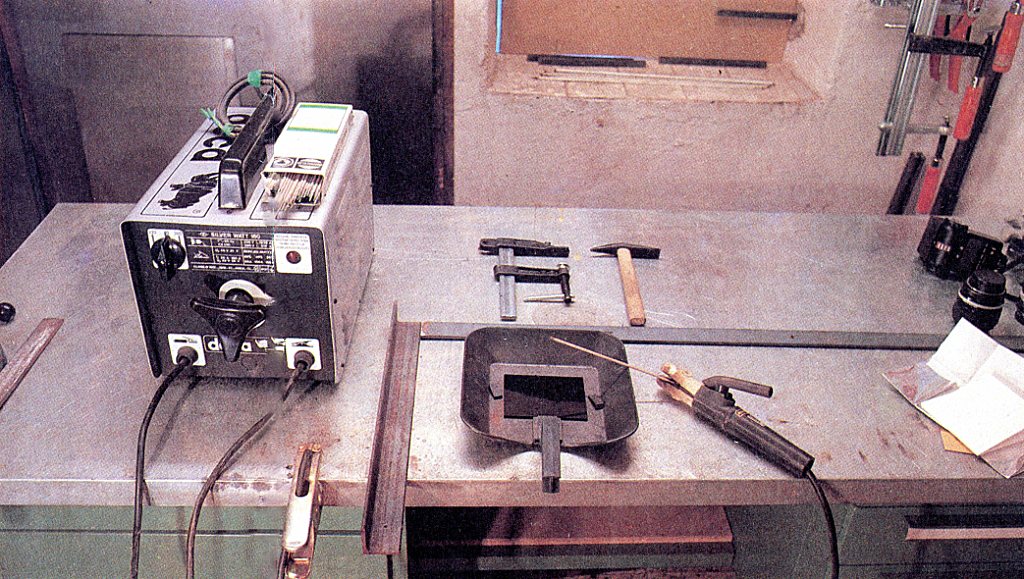
Рис. 1 Электросварочный аппарат (фирма Westfalia). На металлической крышке верстака (фирма Zelenka) расположены: электрогенератор, электроды, зажим, защитная маска, держатель с электродом, штангенциркуль, молоток.
Инструменты для электросварки Из многих методов сварки — электросварки, дуговой, точечной, газовой — в данном случае интерес представляет метод дуговой сварки. Хотя и другие способы не слишком сложные, но из-за высокой стоимости необходимого сварочного оборудования они приемлемы только при частом употреблении, что в домашней работе случается редко. Оборудование для дуговой сварки состоит из сварочного аппарата с двумя соединительными кабелями. На одном кабеле находится зажим, укрепляемый на детали, на другом — электронный держатель, в который вставляют электрод (рис. 1). Требуемую температуру для сварки создают за счет дуги между кончиком электрода и деталью, образуемой за счет сильного тока от понижающего сетевого трансформатора. В области дуги возникает высокая температура, которая приводит к расплавлению электрода и краев соединяемых деталей. Различают три типа сварочных аппаратов. Сварочный трансформатор преобразует переменный ток сети с высоким напряжением (220 или 380 В) и малой силой тока (6 или 10 А) в пригодный для электросварки переменный ток с низким напряжением и большой силой тока. Обычно сварочные трансформаторы подключаются к источнику тока с напряжением 220 или 380 В. Сварочные трансформаторы бывают различной мощности. Чем толще листы металла, предназначенные для сварки, тем больше должна быть сила электрического тока во вторичной обмотке трансформатора. Характеристики сварочного трансформатора зависят от требуемой продолжительности включения. Время цикла работы при сварке составляет 5 мин, что является показателем ED (продолжительность включения). Если сварочный трансформатор имеет ED 40%, это значит, что через 2 мин сварки требуется 3-мин пауза, чтобы аппарат остыл. Тепловая защита от перегрузки либо автоматически отключает аппарат при определенной температуре, либо включает световую сигнализацию, которая сообщает, что пора прекратить сварку. Этот сигнал зачастую игнорируют, что является причиной выхода из строя трансформатора. Сварочные аппараты с показателями ED 60% и выходной силой тока 60 A, ED 35% и силой тока 90 А и ED 30% и силой тока 110 А полностью соответствуют требованиям домашнего мастера. Дешевые аппараты перегорают очень быстро, так как обмотку, которая должна быть из меди, часто изготовляют из низкосортных сплавов. Электродный кабель должен состоять из 188 гибких медных проволочек в эластичной оболочке, а не из 48 или 32 проволочек в синтетической оболочке, что характерно для низкокачественного кабеля. Такой кабель очень быстро обрывается, а с поврежденным кабелем работать нельзя. При покупке сварочного аппарата необходимо предварительно проверить, снабжена ли электропроводка, к которой будет подсоединен трансформатор, соответствующим предохранителем (чаще всего 16 или 20 А) и является ли она трехфазной сетевой проводкой. Сварочный выпрямитель. Эта новейшая конструкция сварочного трансформатора работает на трехфазном переменном токе, трансформирует его сначала в переменный ток с низким напряжением, а затем преобразует его в постоянный ток, который менее опасен, чем переменный ток. Сварочный генератор или преобразователь. От электрической дуги исходит сильное ультрафиолетовое излучение, которое обжигает сетчатку глаза и повреждает кожу. Кроме того, во время сварки из дуги разбрызгиваются мелкие раскаленные частицы металла. Поэтому сварщику необходимо использовать предохранительный щиток для головы и тела с серо-зеленым защитным стеклом в соответствии со степенью защищенности 9 по DIN. Кроме того, сварщик должен надевать рабочие кожаные рукавицы, а при частых сварочных работах необходимо использовать кожаный фартук. Для удаления шлака со сварного шва используют молоток для отбивания шлака и проволочную щетку, а для очистки сварного шва часто применяют угловой шлифовальщик. Следует позаботиться о хорошей вентиляции рабочего места. Для частых электросварочных работ оптимальным решением является стол сварщика с верхней и нижней вытяжной вентиляцией. Электроды. Существует множество типов электродов. Проще всего последовать рекомендациям изготовителя сварочных аппаратов и применять уже испытанные электроды. Как правило, речь идет о тонко-, средне- или толстопокрытых электродах титанооксидного типа. Титанооксидный тип электродов предназначен для сварки с помощью как постоянного, так и переменного тока. Он обеспечивает прочное сварочное соединение, с которого шлак легко удаляется. Различают электроды длиной 30 или 35 см, толщиной 1,5; 2,25; 3,25; 4 и 5 мм. Чем толще металлический лист, подвергаемый сварке, тем толще должен быть электрод и тем больше должна быть сила тока. Покрытие электрода плавится под воздействием дуги, и на сварном шве образуется слой шлака. Шлак и газ защищают образовавшийся сварной шов от кислорода и азота, содержащихся в воздухе. После остывания шлак отбивают специальным молотком. Если электроды отсырели, их следует высушить, например в духовке в течение 30 мин при +250°С.
Подготовка сварного шва. Перед сваркой необходимо края детали зашлифовать (рис. 2) и очистить от ржавчины, масла, грязи, краски и шлака. На рис. 3 показаны важнейшие сварные швы. Если есть возможность, то выбирают такое положение, при котором сварной шов располагается горизонтально. Для V- или Y-образного шва изделие укладывают с некоторым наклоном (рис. 4), поскольку при охлаждении сварной шов сжимается и обе пластины в конце концов располагаются в одной плоскости. Закрепление соединительного кабеля. Соединительный кабель закрепляют с помощью зажима прямо на изделии или на подставке, на которой зажато изделие, если подставка металлическая (токопроводящая). Кабель можно укрепить на петле сварочных клещей, с помощью которых фиксируют деталь (рис. 1). Зажигание электродуги (рис. 5). Для каждого вида сварного шва следует выбрать соответствующий электрод, вставить блестящим концом в электродержатель и установить переключателем на трансформаторе силу тока, необходимую для выбранного электрода. При электросварке необходимо встать на электроизолирующую деревянную или резиновую подставку. Для зажигания электродуги кончиком электрода касаются детали в том месте, где необходимо начать сварку, и тотчас же слегка приподнимают электрод, как показано на рис. 5. В результате таких Манипуляций возникает электродуга, которая не исчезает, если электрод держат недалеко от детали. Очень важно соблюдать правильный зазор, иначе дуга прервется или электрод прилипнет к детали. Зазор может в 1,5-3 раза превышать диаметр сердечника электрода (без оболочки).
Материал на обоих концах электродуги раскаляется примерно до 4200°С, что приводит к мгновенному расплавлению металла в этих местах. Поэтому электрод следует немедленно привести в рабочее положение, чтобы сразу начать обработку краев изделия. Образуются две зоны плавления: одна на электроде, а другая на краях детали (при сварке соединения) или на детали (метод наплавки). Они соединяются в одну зону, в которой смешиваются вместе металл детали и металл электрода. При перемещении электродуги прежняя зона плавления тут же застынет, так как металлические пластины обеспечивают хороший отвод тепла.
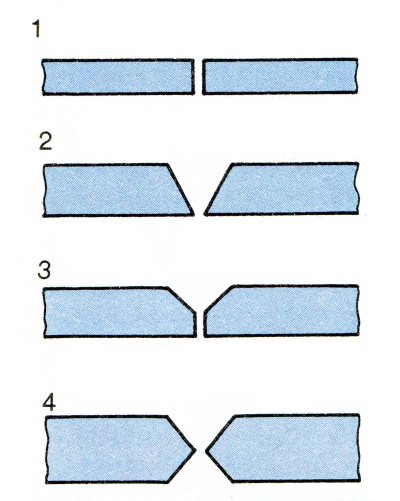
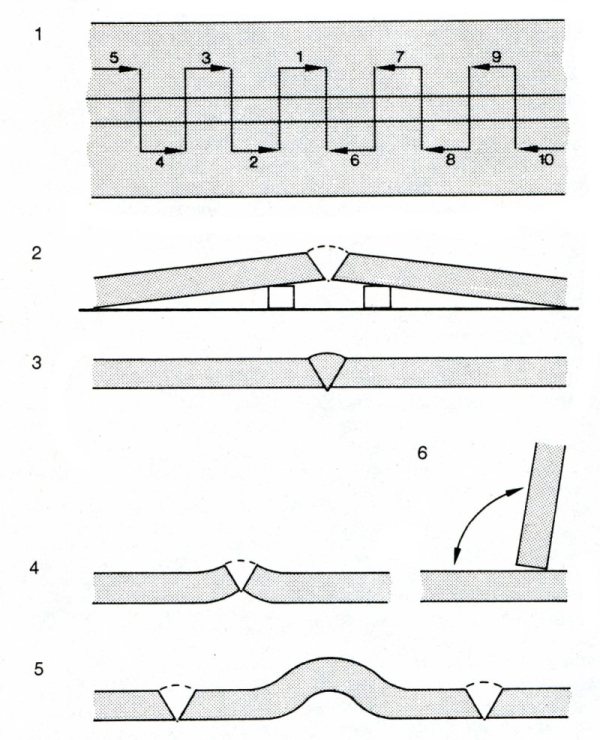
Рис. 4 Технология сварки и пайки
металлических листов: 1 — маятниковый ход при длинном шве; 2 — положение
металлических пластин перед сваркой; 3 — положение пластин после
остывания правильно выполненного шва;4 — отгиб краев малого отверстия в
изделии при заделке его сваркой; 5 — заделка большого отверстия с
использованием выгнутой металлической заготовки; 6 — положение заготовок
при выполнении одностороннего стропильного шва.
Штриховой наплавленный валик (рис. 5). Вначале электрод равномерно ведут вдоль сварного шва. Образовавшийся шов называют наплавленным валиком. При правильном выборе скорости сварки шлак полностью покрывает сварной шов. Сварку можно прекратить, если, например, истекло время продолжительности работы или сработался электрод. В таком случае электрод в конце сварного шва оттягивают кверху и электродуга прерывается. Прежде чем продолжать на этом месте сварочную работу, после остывания сварного шва на конце наплавленного валика отбивают шлак. Затем зажигают электродугу и продолжают наплавку, отступив 5 мм от конца. При сварке металла (кроме тонких полос) сварной шов выполняют из многочисленных наплавленных валиков, причем перед сваркой очередного валика с нижнего валика тщательно счищают шлак с помощью специального молотка и проволочной щетки. Сварные швы могут быть выполнены из многочисленных наплавленных валиков (рис. 5). При заполнении шва «в лодочку» верхний слой сваривают в виде широкого наплавленного валика (рис. 5), т. е. помимо основного движения слева направо электродом совершают маятниковое движение. Горизонтальные и потолочные швы создают из штриховых наплавленных валиков.
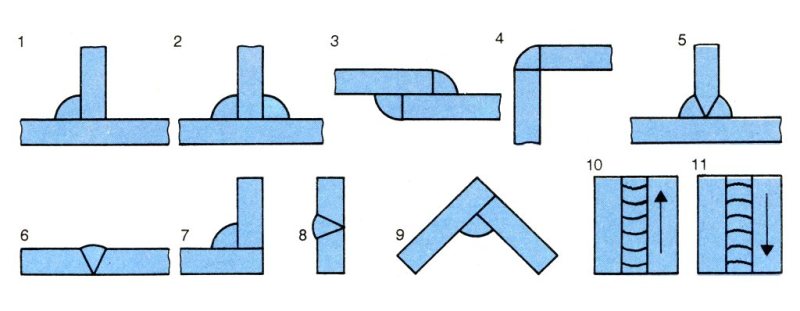
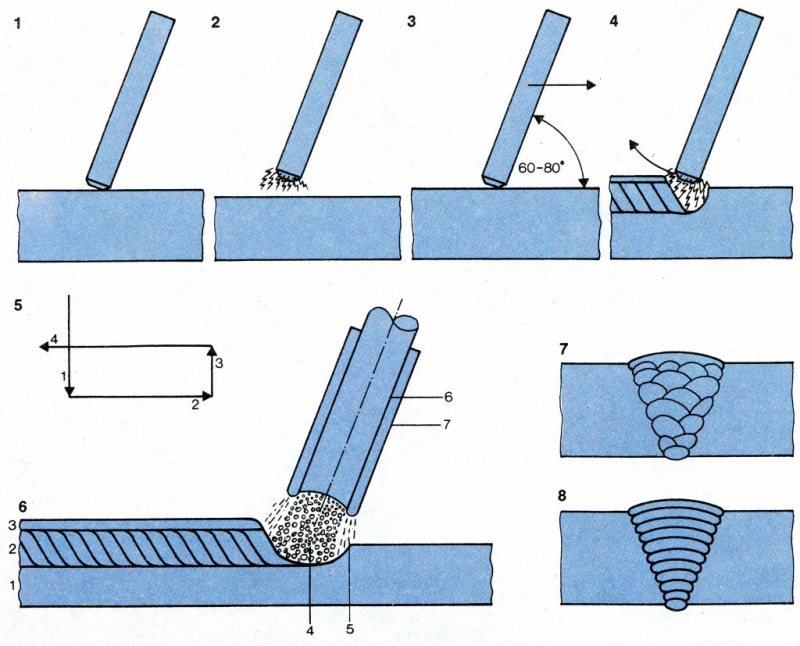
Рис. 5 Электросварка: 1—4 — положение
электрода в момент зажигания дуги (1 — касание электрода; 2 —
электродуга между электродом и заготовкой; 3 — рабочее положение
электрода и направление его движения; 4 — прерывание электродуги после
сварки за счет движения электрода в направлении стрелки); 5 —
кинематическая схема движения электрода в момент зажигания электродуги
(1 — касание, 2 — проведение над заготовкой, 3 — подъем, 4 — приведение
электрода в положение сварки); 6—8 — технология образования шва; 6 —
заполнение шва (1 — заготовка, 2 — наплавленный металл в шве, 3 — слой
окалины, 4 — расплавленный металл электрода с обмазкой, которая попадает
в качестве добавки в сварной шов, 5 — газовая оболочка электродуги, 6 —
электрод, 7 — обмазка электрода); 7 —строение V-образного шва. Верхний
слой в виде наплавленного валика, средняя часть — в виде штриховых
валиков; 8 — строение шва в виде наплавных валиков.
Пильгерная сварка. В изделиях с длинными сварными швами возникает повышенное напряжение вследствие поперечной и продольной усадки шва и нагретой детали. Это может подвести к тому, что шов окажется выполненным некачественно. Во избежание подобных деформаций сварной шов начинают не от самого края и заканчивают справа не на конце, а также ведут его обратно-ступенчатой (пильгерной) сваркой (рис. 4.1). Прилипание электрода. Если электрод прилипает, то его вырывают энергичным рывком. Ни в коем случае в этой ситуации нельзя выключать трансформатор. В крайнем случае открывают гнездо электрода, разъединяют его, чтобы нарушить цепь тока, так как каждое прилипание есть не что иное, как короткое замыкание, из-за которого трансформатор испытывает перегрузку. Такие сбои случаются даже у профессиональных сварщиков. Короткое замыкание может возникнуть и тогда, когда электродержатель по ошибке положен на деталь. Магнитное поле. Неопытных мастеров почти всегда удивляет то, что электродуга вдруг начинает двигаться в сторону или выходит из-под контроля. Причина этого явления — в магнитном поле, которое возникает при электросварке. Следует по мере надобности проверить на месте, каким образом можно противодействовать такому явлению: изменив положение электрода; перенеся подключение тока на деталь или убрав стальные детали, участвующие непосредственно в процессе сварки. В связи с возникновением магнитного поля место, где стоит трансформатор, должно быть очищено от металлической стружки, так как при включении трансформатора металлические стружки в нему притягиваются. Отделочные работы. В заключение сварной шов лучше всего обработать с помощью углового шлифовальщика. Ошибки при сварке швов. В нижней части V-образного шва очень часто неправильно проводят сварку. Эту ошибку можно исправить, если с обратной стороны сделать колпачковый шов. Если при изготовлении шва из наплавленных валиков не окончательно удален шлак, то возникшие шлаковые включения снижают прочность шва. Если сварку производят при сильном токе, то образовавшаяся проплавка ослабляет сталь. При небольшом токе металл недостаточно разжижается и потому не может сплавиться, образуя непрочный шов. Сварочные работы, не типичные для домашнего мастера. Определенные сварочные работы запрещается выполнять домашнему мастеру самостоятельно. Это высококачественные сварные швы для прицепных соединений, лезвий коньков, емкостей, предназначенных для горючих жидкостей или газа, а также сварочные работы на несущих конструкциях.
Инструменты для автогенной сварки и резания
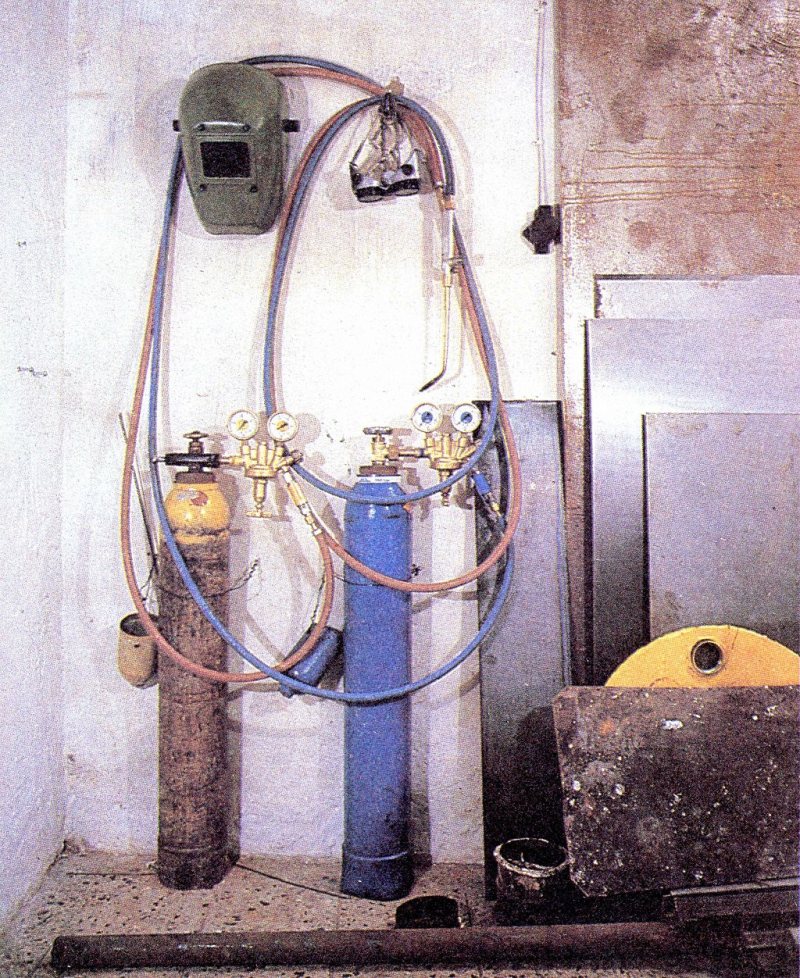
Рис. 6 Автогенный сварочный аппарат,
включающий кислородный (голубой) и ацетиленовый (желтый) баллоны,
прикрепленные к стене, редукторы давления и горелку с шлангами, газовую
зажигалку и защитные очки или откидной щиток со сменными светофильтрами
(фирма Zinser).
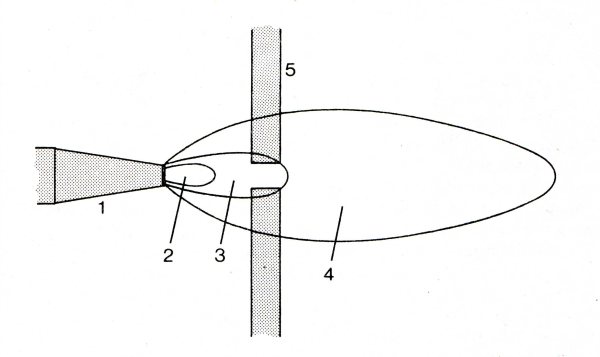
Автогенный сварочный аппарат (рис. 6) состоит из баллонов для горючего газа и кислорода с редуктором, рукоятки с различными насадками для сварки и резания, а также из соединительных шлангов и баллонов с рукояткой. Кроме того, необходима газовая зажигалка и защитные очки 4-й степени защиты, а также сварочные стержни. Если далее мы будем постоянно уделять внимание несчастным случаям при обращении с таким сварочным оборудованием, то это вовсе не значит, что о сварке можно говорить только как об опасном занятии. Если правильно обращаться со сварочным оборудованием, то никаких несчастных случаев не произойдет. Любая поездка на автомобиле намного опаснее, чем сварка. Пламя. Пламя для сварки возникает в результате горения смеси горючих газов, кислорода, содержащегося в воздухе, и дополнительного чистого кислорода из баллона. Без чистого кислорода из баллона невозможно получить достаточно высокую температуру для сварки. Обычно горючим газом служит ацетилен, так как он дешевый и обеспечивает высокую температуру. Используются и другие горючие газы — пропан, бутан, природный газ и водород. На рис. 7 показано строение пламени при конусообразном наконечнике горелки. В зависимости от величины пламени его сварочная зона расположена на расстоянии от 2 до 5 мм от конуса. Огибающее пламя, окружающее сварочную зону, возникает благодаря поступлению кислорода из воздуха. Образующиеся при этом газы создают вокруг пламени газообразную защитную оболочку, которая препятствует поступлению воздуха в зону сварки. Температура в зоне сварки составляет около 3200° С. Ацетилен - кислородное пламя называют нейтральным, так как ацетилен и кислород сгорают полностью. Нейтральность определяют по резко ограниченному, белому светящемуся пламени и по создаваемой им одной раскаленной точке на детали. Кончик пламени едва заметно извивается. Различают мягкое и
Рис. 7 Строение пламени горелки: 1 —
сопло горелки; 2 — сердце-вина пламени; 3 — зона сварки (температура
около 3000° С); 4 — граница пламени; 5 — заготовка.
твердое нейтральное пламя. Середина пламени имеет форму конуса. Чем больше скорость выхода газовой смеси из наконечника горелки, тем острее будет конус и тверже пламя. И наоборот, чем мягче пламя, тем тупее, почти цилиндрической формы будет конус пламени. Мягкое нейтральное пламя используют для сварки тонкостенных металлических листов, что особенно важно для домашнего мастера. Чем толще лист, тем тверже должно быть пламя. Пламя с избытком ацетилена используют для сварки чугуна и легких металлов. Так как это пламя содержит избыточный углерод, то при сварке стали сварной шов становится тверже, но в то же время более хрупким. Избыток углерода можно определить по сердце-вине пламени, которое становится расщепленным и желтоватого цвета. Пламя с излишком кислорода применяют для сварки латуни, а также — как очень горячее пламя — для рихтовки, закалки и нагревания. Это пламя можно узнать по короткому и голубоватому конусу и по ярким искрам, причем раскаленные капельки разрываются на звездообразные частички. Малый излишек кислорода (до 10%) требует увеличения скорости сварки, большой излишек кислорода ведет к сгоранию стали. Газовые баллоны и редукционные клапаны. Газовые баллоны можно купить или взять напрокат. Обычная емкость баллонов — 5, 10, 20, 40 и 50 л. Кислород нагнетается в баллон при давлении до 200 атм. Давление в баллоне можно измерить манометром редуктора. Исходя из давления в баллоне и его вместимости, можно подсчитать, сколько кислорода еще осталось в баллоне: давление в баллоне, умноженное на объем баллона, равно количеству газа в несжатом состоянии. Кислородный баллон на 20 л при давлении 150 атм может быть заполнен 3000 л кислорода, которые при нормальном давлении занимают объем 3 м³. Если после сварочных работ давление составляет только 10 атм, то в баллоне осталось еще 2000 л кислорода, а 1000 л израсходовано. Ацетилен нагнетают в баллон при давлении 15—18 атм. В связи с неординарностью поведения ацетилена при сжатии невозможно рассчитать запас баллона, как это можно сделать для кислорода. Но грубый расчет имеющегося запаса возможен, если одновременно использовались полные баллоны кислорода и ацетилена, так как кислород и ацетилен расходуют в пропорции 1:1. В данном случае ориентируются на расход кислорода. Чтобы баллоны с газом не стали взрывоопасными, их следует ставить вертикально и закреплять в этом положении. При необходимости транспортировки баллоны можно закрепить в передвижной тележке, переносной стойке или установить в надежном месте с помощью круглого стального бюгеля и цепью прикрепить к стене. Следует обратить внимание на то, чтобы баллоны чрезмерно не нагревались: прямые солнечные лучи выделяют достаточно тепла, чтобы баллоны стали взрывоопасными. По различной окраске баллонов можно узнать, какой газ содержится в них. Кислородные баллоны обычно голубого цвета, ацетиленовые — желтого, баллоны с пропаном выкрашены серой краской. Использовать непосредственно газ высокого давления для сварки невозможно, поэтому к баллону подсоединяется редуктор (рис. 8), который подводит через соединительный шланг, ведущий к горелке, кислород под давлением 2,5 атм и ацетилен, в зависимости от вида горелки, под давлением до 2,0 атм. Правильное рабочее давление на редукторе устанавливают с помощью установочного винта Т-образной ручкой на нижней части редуктора. Редукторы окрашены в тот же цвет, что и баллоны: голубой — для кислорода, желтый — для ацетилена. Чтобы исключить любую ошибку при присоединении редуктора к клапану кислородного или ацетиленового баллона, они сконструированы совсем по-разному. Винтовую нарезку кислородного редуктора не следует смазывать маслом или другим жиросодержащим веществом, так как эти вещества могут самовоспламениться под воздействием кислорода. Оба редуктора — очень чувствительные приборы, которым необходимо бережное и заботливое обслуживание. Повреждение редукторов может привести к выбросу ацетилена или кислорода. Ацетилен образует с кислородом или воздухом взрывоопасный гремучий газ. Пропитанные кислородом материалы, например одежда, вспыхивают как спичка. Если ацетилен даже в малой концентрации издает запах, то кислород не имеет ни запаха, ни цвета. Для защиты редукторов применяют зажимные бюгели.
Рис. 8 Редукторы с безопасным регулятором пламени (фирма Zinser): желтый — для ацетилена, голубой—для кислорода.
Шланги. Кислородный шланг окрашен в голубой цвет и тоньше, чем красный шланг для ацетилена. Оба шланга должны быть длиной не менее 5 м, чтобы можно было соблюдать безопасное расстояние (около 3 м) между рабочим местом и газовыми баллонами. Во время сварки следует быть очень внимательным и действовать быстро и четко. Особенно необходимо опасаться раскаленных сварочных частиц и острых металлических деталей, на которые можно нечаянно наступить. Шланги с помощью быстроразъемного соединения закрепляют на редукторе и на рукоятке. При ремонте шлангов неплотные места вырезают, внутрь задвигают тонкую латунную трубку, а затем концы шлангов закрепляют шланговыми зажимами. Ни в коем случае нельзя использовать медную трубку, так как ацетилен может загореться от медной зелени.
Газовая горелка. Газовая горелка состоит из рукоятки, или, как ее еще называют, штуфа, на котором монтируют различные насадки. С помощью регулирующих винтов клапана на рукоятке устанавливают необходимое пламя. В сварочной горелке кислород смешивается с горючим газом. Газовая смесь должна выходить из мундштука горелки с наибольшей скоростью, так как скорость зажигания, благодаря которой пламя устремляется в газовую смесь, тоже высокая, иначе возникнет отдача, которая может привести к несчастному случаю. Существуют предохранители от ответного удара (отдачи) как для рукоятки, так и для редуктора, но есть рукоятки и без предохранителей. Сварочные насадки. Они имеют разные поперечные сечения и длину, зависящие от толщины стали, предназначенной для сварки. Обычно для одной захватывающей трубки существует шесть сварочных насадок: для стальных листов толщиной от 0,5 до 1 мм, от 1 до 2 мм, от 2 до 4 мм, от 4 до 6 мм, от 6 до 9 мм и от 9 до 14 мм; кроме того, имеются особые насадки для металлических листов толщиной до 0,5 мм и выше 14 мм. Металлический наконечник на мундштуке можно попытаться снять с помощью сварочной проволоки. Если это не удастся, следует выключить горелку и окунуть мундштук в холодную воду, чтобы наконечник отскочил. Если же мундштук засорился, то его можно очистить специально для этой цели сконструированным сверлом. Во всех других аппаратах возникает опасность, что отверстие насадки в мундштуке горелки может быть повреждено и будет невозможно установить оптимальное пламя для сварки. Практически удобным прибором является газовая дежурная горелка. Если во время сварки необходимо прекратить работу и отложить сварочную горелку, то ее можно повесить на вилку дежурной горелки, которая гасит сварочное пламя без закрытия клапана. На дежурной горелке постоянно горит маленькое пламя, с помощью которого можно вновь зажечь горелку с правильной установкой. Таким способом можно легко и надежно уберечь от повреждений горелку, которая является прецизионным инструментом. Сварочная проволока и флюс. Сварочная проволока служит добавочным металлом, который закрывает зазоры между соединяемыми металлическими деталями или который наваривают на деталь. В отличие от пайки, сваривать можно только однородные металлы; таким же должен быть и основной металл электрода. Для стали и меди, по сравнению с другими металлами, не требуется никаких добавочных флюсов. Сварные швы пронумерованы в соответствии с DIN 8554. Домашнему мастеру необходимо иметь сварочные стержни I и II размеров. Они, как правило, имеют длину 1 м. В зависимости от свариваемых металлических листов их толщина составляет от 1 до 8 мм. Для защиты от коррозии они покрыты медью.
Газовый резак. Если на захватной трубке сварочной горелки вместо сварочной насадки смонтирован газовый резак, то с помощью этого прибора можно резать сталь, причем за один рабочий ход можно разрезать лист толщиной до 300 мм с острыми краями и гладкой поверхностью разреза. Эту технику называют автогенным газовым резанием. Домашний мастер может использовать ее, например, для разрезания сварных деталей и для наложения сварных швов. Газовый резак имеет на мундштуке две насадки. Из одной из них, как и в сварочном аппарате, выходит смесь газа с кислородом, причем пламенем такой смеси сталь раскаляется до светло-красного цвета. Из второй насадки поступает чистый кислород, и если струя этого кислорода попадает на раскаленную сталь, то сталь сгорает и образуется оксид железа, который кислородная струя выдувает из шва разреза. Предпосылкой для любого газового резания является то, что температура окисления (т. е. температура, при которой металл легко входит в реакцию с кислородом, образуя оксид) ниже температуры плавления металла, поскольку в этом случае металл не будет плавиться. Для стали температура окисления составляет приблизительно 1350°С, а температура плавления равна 1520°С.
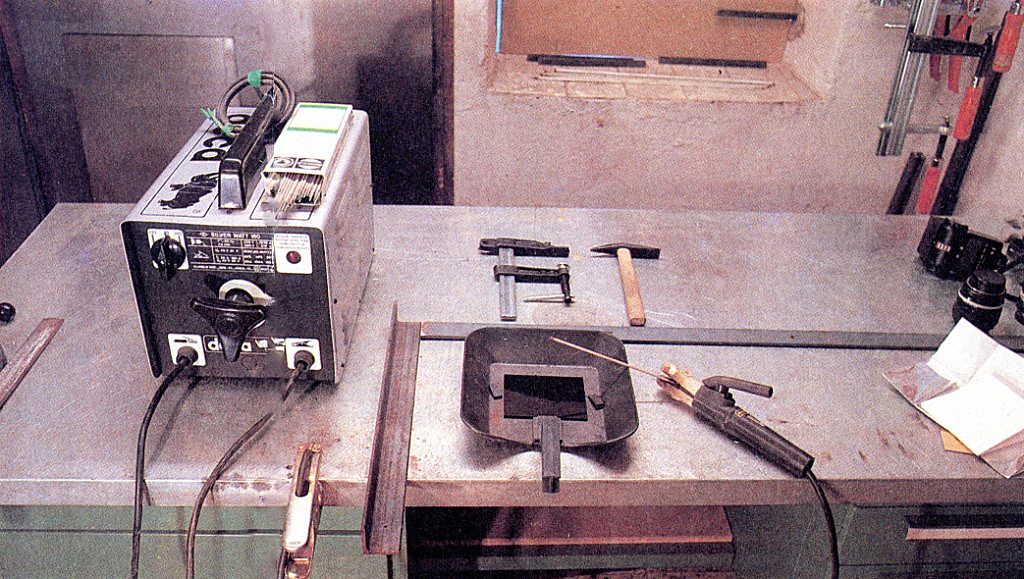
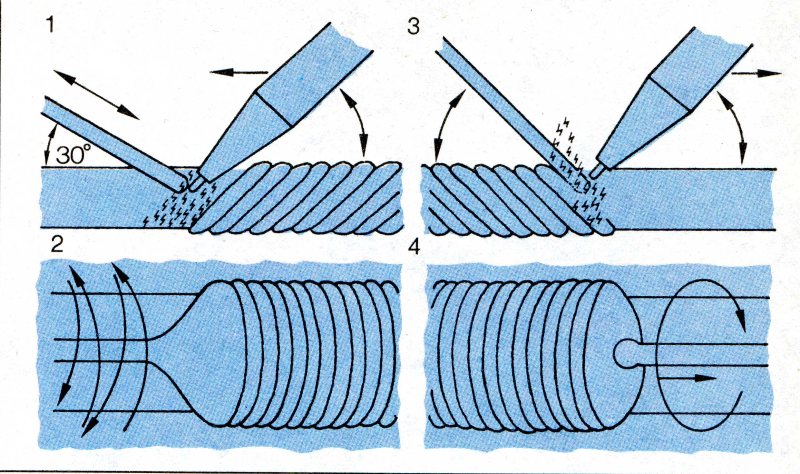
Техника автогенной сварки Подготовка к автогенной сварке. Здесь речь идет об очистке зоны шва в зависимости от вида шва, снятии фасок на детали, а также фиксации и прихватывании с учетом формы шва. Швы бывают стыковые, торцевые и угловые (рис. 3). Наиболее распространенная область автогенной сварки — это стыковые швы, среди которых для домашнего мастера особый интерес представляют I-образные швы, в то время как V- и Х- образные швы применяют намного реже. Угловые швы сваривать технически непросто, так как между деталями отсутствует зазор, через который могло бы пробиться пламя, так что надежное сваривание основания оказывается довольно непростым делом. Тот, кто владеет техникой электросварки, может сваривать угловые швы электродуговым методом. I-, V-, X- и Y-образные швы — это стыковые соединения: I-образный шов для металла толщиной 4 мм, V-образный шов для металлических листов толщиной до 12 мм и Х- образный шов для листов толщиной свыше 12 мм. Для металла толщиной до 2 мм применяют сварочную проволоку диаметром до 2 мм, для металлических листов до 6 мм — сварочную проволоку диаметром 4 и 5 мм. Наименьшее расстояние между металлическими листами в I-образном шве составляет от 0,5 до 3 мм, в V-образном шве — 3 мм и в Х- образном шве — 4 мм. Зажигание. Сначала ровным и плавным движением открывают кислородный клапан, затем ацетиленовый клапан и зажигают газовую смесь перед мундштуком горелки. Чтобы получить нейтральное пламя, сначала создают излишек ацетилена и уменьшают поступление ацетилена до тех пор, пока не появится нейтральное пламя. Выключение горелки. Горелку выключают, сначала закрывая ацетиленовый, а затем кислородный клапан. После этого закрывают вентили баллонов и открывают клапаны на редукторах, чтобы снизить до нормального давление в соединительных устройствах. Правая сварка. Во время правой сварки сварной шов ведут слева направо (рис. 9). Конусовидный кончик пламени направляют на середину сварного шва ближе к левому концу. Конец сварочной проволоки необходимо ввести в зону предварительного подогрева, но не в зону плавления и нейтрального пламени. Если стенки швов переходят в плавильную ванну, то сварочную проволоку погружают в плавильную ванну у основания шва и раскачивающим движением с наклоном влево протягивают кверху. Таким способом сварочная проволока расплавляется, и ее металл от основания до верхнего края сварного шва смешивается с основным материалом, причем пламя равномерно перемещают соответственно поступательному движению этого сварочного процесса вдоль шва вправо, так что плавильная ванна тоже переходит в шов. Сварочную проволоку при этом все время погружают в плавильную ванну, чтобы металл сварочной проволоки мог плавиться только в пламени и не стекал каплями. Такой способ правой сварки находит применение для металлических листов толщиной от 3 до 4 мм включительно, так как при таком методе расход (потребление) газа для сварки значительно ниже, чем при методе левой сварки.
Рис. 9 Технология образования шва: 1,2 —
заполнение шва при левосторонней сварке; 3,4 —то же, при правосторонней
сварке; 1,3 — присадочная проволока (слева), горелка (справа), стрелки
указывают направление и угол наклона проволоки и движения горелки.
Левая сварка. Этот метод пригоден для сварки металлических листов толщиной от 3 до 4 мм. Его часто используют из-за того, что большинство сварщиков работают правой рукой, поскольку левой рукой работать неудобно. Во время левой сварки (рис. 9) левая рука ведет сварочную проволоку без усложненных качающихся движений справа налево. Сварочную проволоку все время окунают в плавильную ванну у основания шва и поднимают ее вверх в шов, так как добавляемый металл под воздействием пламени стекает в шов в виде капель (что не является оптимальным из-за его взаимодействия с кислородом и азотом воздуха). Работая правой рукой, пламя качающимся движением ведут по шву, перемещая при этом горелку справа налево. Ошибки при сварке. Недостаточное проваривание у основания не полностью закрывает шов. Процесс сварки в зоне основания может оказаться недостаточно качественным или слишком быстрым. Чрезмерное нагревание зоны шва и недостаточное количество касательных движений сварочной проволокой в зоне основания приводят к тому, что вся сварочная ванна проваливается вниз. При избытке кислорода в пламени или недостаточно зачищенных краях шва в плавильной ванне возникают шлаки. Если плавильную ванну быстро охладить, то попавшие в расплав газы не смогут выйти и образуют тонкие поры. Шлаки и поры обусловливают создание мест возможного разрыва. Неравномерное нагревание поверхностей сварных швов может привести к тому, что плавильная ванна образуется неправильно. В результате основной и дополнительный материалы не промешиваются, а лишь ложатся на поверхность в виде клеящего соединения, которое при воздействии нагрузки тотчас же лопается. Насечки наряду со сварным швом возникают из-за сильного расплавливания боковых поверхностей, что особенно часто происходит в угловых швах. Защита от пламени. При сварке в необорудованных мастерских на случай защиты от загорания строительных элементов или повреждения их огнем используют огнезащитный мат, который выдерживает температуру до 3000°С.
Рис. 10 Газовый резак фирмы Zinser в работе.
Газовая резка. Поверхность стали и металлических изделий должна быть чистой. После очистки от сильных загрязнений, как правило, бывает достаточно провести горячим пламенем горелки по зоне разреза, причем пламя должно быть нейтральным. Прежде чем начать газовую резку, необходимо для пробы открыть вентиль кислорода для резки и затем отрегулировать пламя. Следует точно соблюдать инструкции фирм—изготовителей газовых приборов для резки в отношении устанавливаемого давления. Сначала нагревают конец участка разреза до светло-красного цвета, а затем открывают кислородный клапан так, чтобы кислород под большим давлением поступал на линию разреза. Образовавшийся оксид, начиная с края, выдувают так, чтобы линия разреза прошла через деталь (рис.10). Для внутренних разрезов необходимо прежде просверлить отверстие, чтобы начать работу газовым резаком. Если соблюдать скорость резания, указанную изготовителем, то можно получить гладкий разрез с острыми краями. При разрезании тонких металлических листов очень часто совершают ошибку, при которой оставляют пламя очень сильным, в результате чего верхний край плавится, а нижний приваривается.
 Главная
Главная 
 Большинство рисунков и чертежей, на сайте, при клике на них мышкой - откроются в новом окне, в полный размер!
Большинство рисунков и чертежей, на сайте, при клике на них мышкой - откроются в новом окне, в полный размер!