Сверление метала Процесс сверления служит для вырезания в заготовках цилиндрических отверстий. Спиральные сверла Свёрла изготовляют из инструментальной стали или стали (S) HSS, их резцы должны быть из закаленного металла. Чем лучше материал для изготовления сверл, тем дороже сверло и тем оно более долговечно. На рис. 1 показано строение спирального сверла; основные резцы, соединенные в середине стержня перемычкой, образуют острие сверла. Угол, который образуют основные режущие кромки,
Рис 1 Строение спирального сверла правого вращения: вверху — вид сбоку; внизу — вид снизу; 1 — задние отшлифованные основные резцы; 2 — боковые резцы; 3 — винтовые канавки, по которым при сверлении стружка выводится наружу; 4 —диаметр сверла.
называют углом при вершине сверла. Чем тверже металл, тем меньше оптимальный угол при вершине сверла (для алюминия — 140°, латуни — 130°, стали — в среднем 118°). Для стабильности сверла боковые резцы сконструированы в виде поверхностей спиралевидной формы, направленных влево или вправо, расстояние между которыми называют диаметром сверла. Боковые резцы образуют винтовые канавки, по которым стружка подается вверх. Угол, который канавка образует с длинной осью, является углом подъема винтовой линии. Для каждого металла существует свой оптимальный угол подъема (для латуни — 15°, стали — 30°, алюминия — 40°, меди — 54°). Сверло, которым работает домашний мастер, как правило, имеет цилиндрическую форму с диаметром от 2 до 16 мм. Сверла большего диаметра (до 100 мм) имеют форму конуса Морзе.
Сверлильные станки и опорные стойки (штативы)
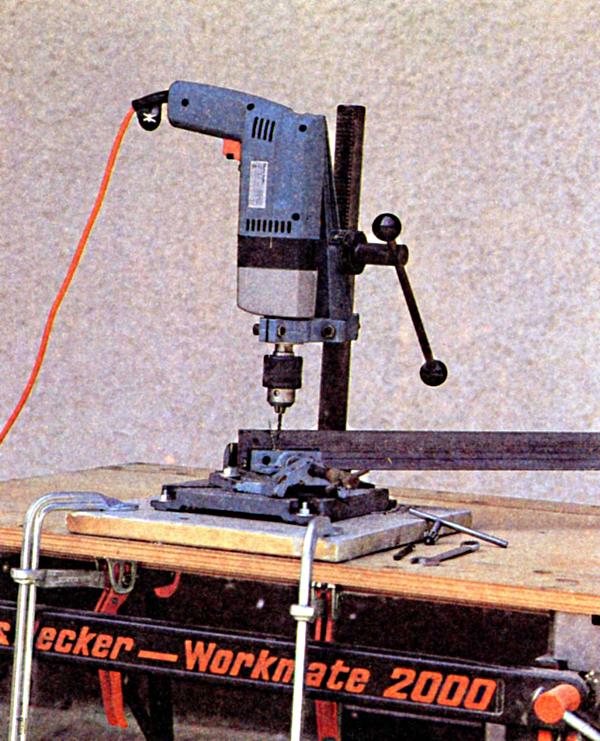
Рис 2 Электродрель с различными скоростями вращения, закрепленная на штативе фирмы Black & Decker. Штатив смонтирован на пластине, прижатой струбцинами к верстаку. Изделие зажато в тисках и прочно укреплено на подставке штатива для обеспечения точности сверления до долей миллиметра.
Наиболее приемлемым инструментом для сверления металла считается ручной сверлильный электрический инструмент, однако при его помощи невозможно просверлить точные отверстия. Для этой цели используют стационарные станки. С помощью опорной стойки (штатива) ручной сверлильный инструмент можно превратить в стационарный станок (рис. 2). Для более точных сверлильных работ следует приобрести настольный сверлильный станок. Было бы ошибкой думать, что без электросверла невозможно сверлить металл. Сверлильная машина с электрическим приводом использует сверла толщиной до 13 мм, а ручная сверлильная машина — до 8 мм. Сверление металла ручными машинами происходит значительно медленнее и требует больше усилий, но результат может быть не хуже, чем при работе с электросверлом.
Техника сверления Разметка и кернение. Сверление начинают с того, что на заготовке намечают центр отверстия для сверления, чтобы кончик сверла не соскальзывал. Если кончик сверла все же соскальзывает, то керном выбивают маленькую вмятину, куда должно войти сверло. Заготовка должна быть крепко зажата, желательно в тиски на сверлильной стойке. Только сверление с помощью сверлильной стойки обеспечивает точное вертикальное попадание сверла в заготовку. Подача сверла. Вращающееся сверло продвигают по направлению к заготовке — это называется подачей сверла. Если подача сверла очень велика, то может сломаться резец сверла или все сверло, особенно если оно тонкое. При сверлении на чрезмерно большой скорости вращения сверло нагревается и раскаляется, теряет прочность и тупится. Поэтому при сверлении некоторых металлов, например стали, латуни и бронзы, для охлаждения сверла применяют смазочное масло, эмульсию или мыльную воду. При сверлении алюминиевых сплавов и меди в качестве смазочного средства применяют нефть. Серый чугун и цинк сверлят в сухом виде, однако в этом случае для предохранения от перегрева используют достаточно частые и продолжительные паузы. При сверлении с помощью настольного станка не следует произвольно устанавливать скорость вращения. Для этого необходимо использовать соответствующие таблицы, в которых даны оптимальные скорости вращения для различных материалов и диаметров сверл. Сверление глухих отверстий. При сверлении глубоких глухих отверстий (глубже пятикратного диаметра сверла) сверло следует периодически вынимать и очищать от стружки. Для сверления глухих отверстий применяют регулирующий глубину упор, с помощью которого можно легко фиксировать желаемую глубину отверстия. Просверливание. При сквозном просверливании возникает критическая фаза, во время которой сверло быстро проникает в заготовку. При этом на краю просверленного отверстия образуется кромка (грат), за которую сверло может зацепиться боковыми резцами, что может губительно отразиться на сверле. Чтобы избежать таких последствий, необходимо в конце процесса сверлить медленнее и с малой подачей сверла, а перед просверливанием под заготовку желательно положить деревянный брусок, в который войдет сверло. Если металлические детали просверливают для соединения их друг с другом во многих местах, например с помощью винтов и клепок, то отверстия должны точно совпадать. Это достигают только в том случае, если обе детали просверливают одновременно, и для того чтобы они не сдвинулись, их после просверливания первого отверстия соединяют болтом с контргайкой. Если необходимо просверлить рессорную или другую сталь, то перед сверлением заготовку отпускают (раскаляя и медленно охлаждая), а после сверления вновь закаляют. Сверление жести. Для сверления жести (тонкой) удобно использовать конусообразную фрезу, которой можно расширить предварительно просверленное до желаемого размера малое отверстие. С помощью спиральных сверл в жести толщиной менее 1/3 диаметра сверла желаемый размер отверстия получить невозможно. Для этого необходимо спиральное сверло с центроволновым кончиком и, кроме того, надо предусмотреть деревянную подкладку снизу, в которую должно входить сверло. Заготовку из жести следует надежно закрепить, иначе она может выскользнуть и начнет вращаться, что представляет большую опасность, поскольку жесть подобна острому ножу. Сломанное сверло. Сломанное сверло нужно попытаться осторожно вынуть с помощью цанги, причем сверло поворачивают влево. Если сверло прокручивается, то остается только одно — выбить его из детали пробойником. Если это осуществить невозможно, так как место излома скошено, то его можно зашлифовать, например, с помощью шлифовального диска из корунда, но ни в коем случае не напильником, так как он тотчас же затупится. Если и этот способ не подходит, то лучше всего оставить сверло на месте; в крайнем случае его следует высверлить, что неизбежно приведет к порче заготовки.
Развертка и зенковка
Рис 3 Приспособления для обработки отверстий: 1 — зенковка для сверления и расширения отверстий в стали, цветных металлах и синтетических материалах; 2 — инструмент для снятия заусенцев со сменным резцом, для рубки кромок всех видов; 3—ручная зенковка для расширения просверленных отверстий.
На краю просверленного отверстия возникает острая кромка (грат), особенно на той стороне, на которой сверло выходит из детали. Этот грат удаляют с помощью зенковки или приспособления для снятия заусенцев (рис.3).
Зенковку применяют также для просверливания воронкообразных углублений для винтов и заклепок с потайной головкой. Чаще всего для этой цели используют сверло с соответственно большим диаметром.
Домашний мастер редко использует развертку, так как она служит для того, чтобы обрабатывать просверленные отверстия с точностью до сотой доли миллиметра, например для штифтовых соединений. Если просверленное отверстие обрабатывают впоследствии разверткой, то для сверления уменьшают диаметр сверла на 0,3 мм, а остатки выбирают разверткой. Различают развертки для определенных диаметров просверленных отверстий и регулируемые развертки. Развертки приводят в движение с помощью воротка.
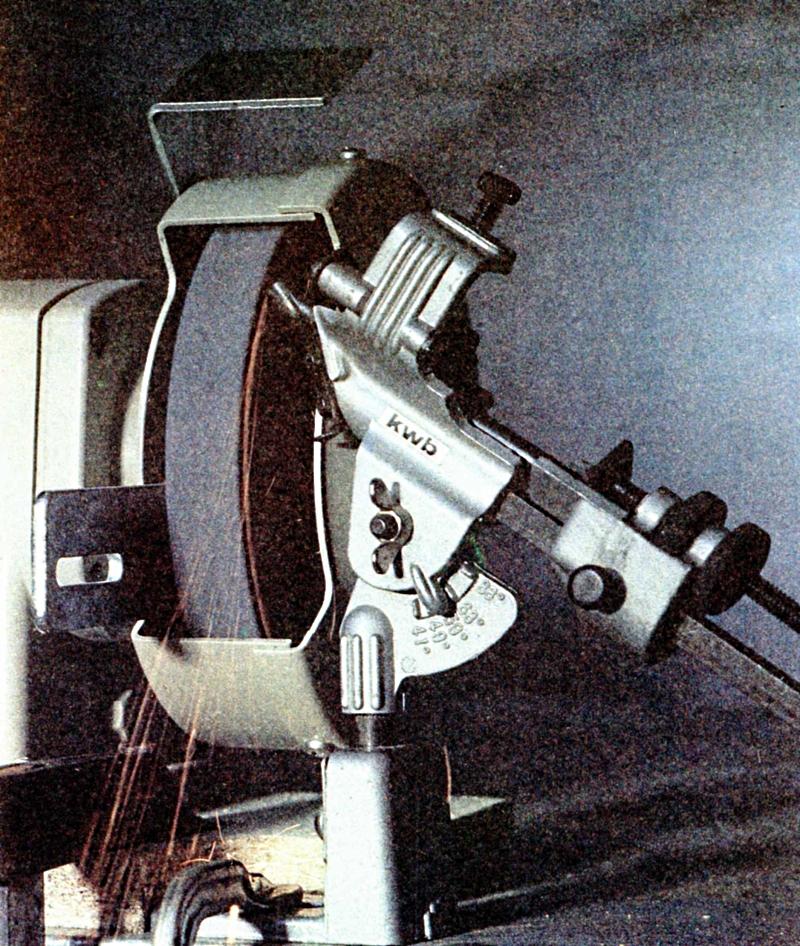
Подточка. Каждое сверло тупится, и его необходимо подтачивать. Только сверла из первоклассной стали (SHSS) после многократных подточек сохраняют режущие свойства. Для подточки применяют шлифовальный круг с приспособлением для заточки (рис. 4),
Рис 4 Сверлильно-шлифовальное устройство (фирма Westfalia).
так как иначе невозможно обеспечить строгую симметричность кончика сверла. Если режущие кромки сходятся не строго по центру, то отверстие получается больше диаметра сверла, так как работает в основном резец, имеющий большую длину. Поскольку в этом случае сверло режет только одним резцом, он из-за перегрузки быстро тупится.
 Главная
Главная 
 Большинство рисунков и чертежей, на сайте, при клике на них мышкой - откроются в новом окне, в полный размер!
Большинство рисунков и чертежей, на сайте, при клике на них мышкой - откроются в новом окне, в полный размер!